 1918213531@qq.com
1918213531@qq.com

自动焊锡机常见故障检测排除
① R轴没有自动复位功能:如果人为扭动R轴超过180度,那么复位时机器的R轴就不能自动复位到原来的状态。由于机器放在产线上,不排除员工操作的原因。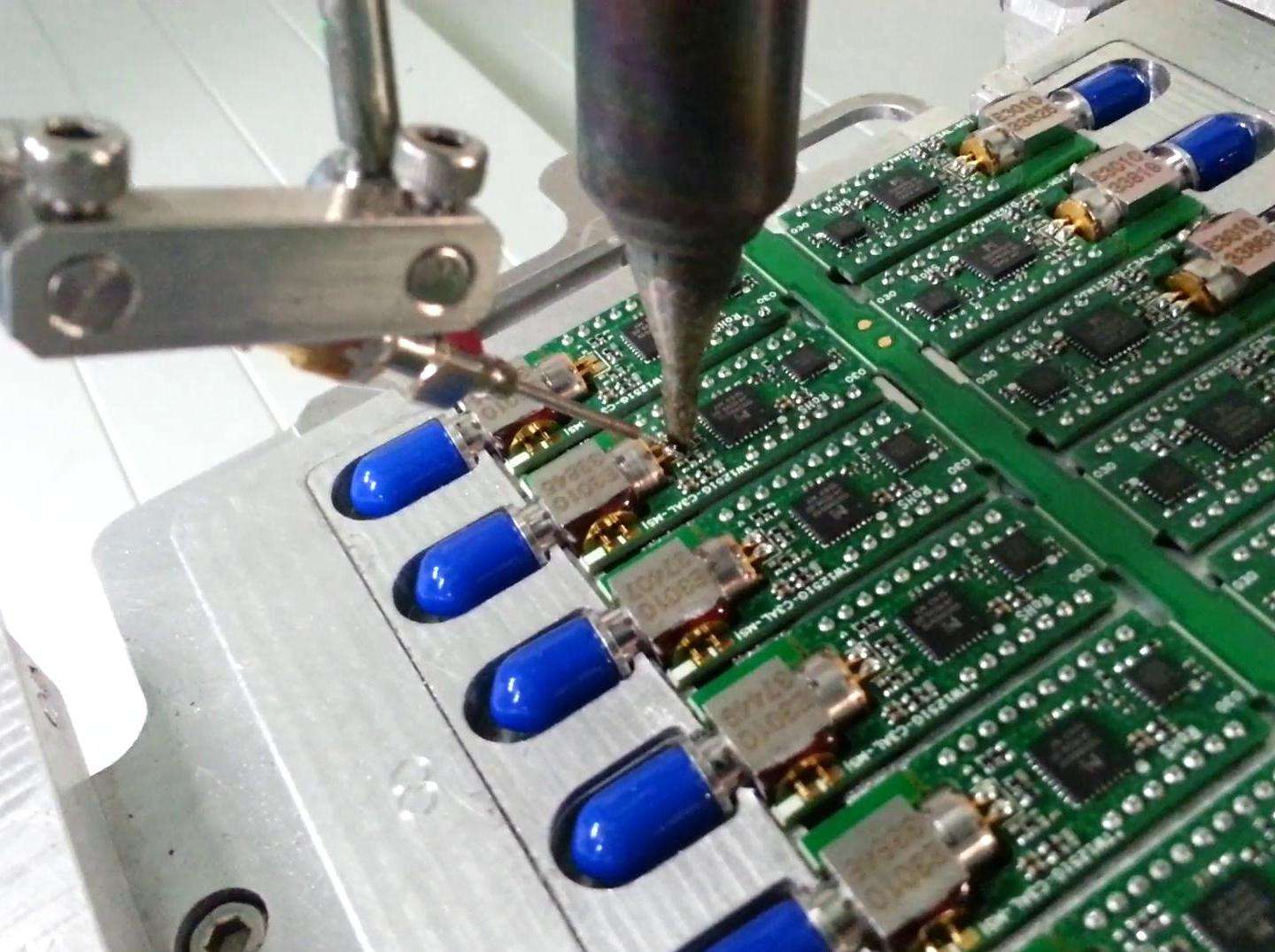
① R轴没有自动复位功能:如果人为扭动R轴超过180度,那么复位时机器的R轴就不能自动复位到原来的状态。由于机器放在产线上,不排除员工操作的原因。
②自动焊锡机没有防撞击功能:我们焊接电芯时需要治具平放焊接和直立焊接两个 步骤,而在实际的焊接过程中操作员可能会因为手误把平放焊接的治具放错成直立焊接,这时自动焊锡机的焊头必然会与直立焊接的治具发生碰撞,从而造成自动焊锡机焊头的损坏或者焊接定位造成无法恢复的偏移,这样机器内所有的程序就要重新对点。另外在焊接的过程中烙铁头和部分螺丝受到震动而松动,从而发生移位,这将影响焊接。
③在没有改变出锡数值设置的情况下出锡量会改变:在焊接的过程中会出现焊锡量自动增多或者减少的情况,其中在更换锡丝后的情况,与锡丝直径大小有关,从而导致出锡量异常。
④焊笔附近螺丝松动:焊笔附近螺丝松动,造成本来就要求高精度的定位 大打折扣。
⑤焊锡丝在焊接过程中容易卡锡:在焊接的过程中如果发生像由于锡丝出 口偏位而没有将锡丝融化在焊头上,从而出锡口被治具焊接点阻挡,而驱动焊锡丝的电机仍在驱动锡丝出来,就会造成锡丝弯曲,从而导致卡锡。从客户两个月左右的调机经验技术人员上来看这种频率高。
⑥控制出锡滚轮的松紧度没有调节好:如果调节太松,锡丝不能出来,或者有“打滑”现象,从而使锡丝出来的长度与设置长度不相符;如果太紧,就会把锡丝夹断或者夹扁变软,从而导致卡锡。
end
上一篇
自动焊锡机上的烙铁头怎么选择规格
下一篇
高精准度伺服自动锁螺丝机器人

















 136-1282-2594
136-1282-2594